您好,,歡迎訪問(wèn)寧波宇碩機(jī)械有限公司官方網(wǎng)站,!
 熱線電話:18668866547
熱線電話:18668866547


您好,,歡迎訪問(wèn)寧波宇碩機(jī)械有限公司官方網(wǎng)站,!
熱線電話:18668866547


寧波宇碩機(jī)械有限公司
聯(lián)系人:詹先生
電話:0574-86713669
手機(jī):18668866547
17757062280
地址:寧波市北侖區(qū)霞浦街道書(shū)院村山下周165號(hào)
網(wǎng)址:kwtxclub.com
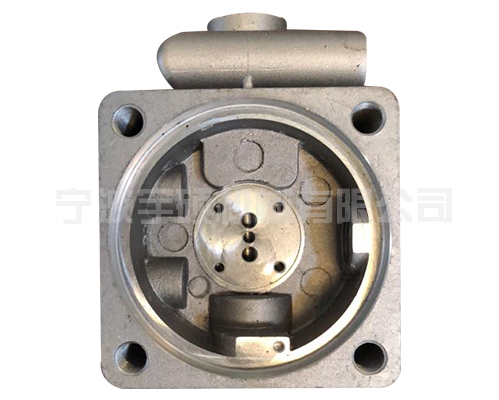
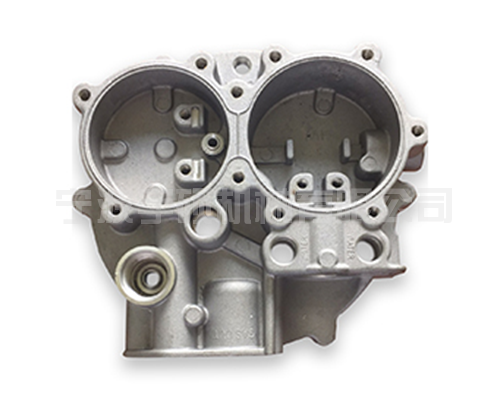
壓力鑄造簡(jiǎn)稱壓鑄,,是一種將熔融合金液倒入壓室內(nèi),,以高速充填鋼制模具的型腔,,并使合金液在壓力下凝固而形成鑄件的鑄造方法,。鋁壓鑄產(chǎn)品區(qū)別于其它鑄造方法的主要特點(diǎn)是高壓和高速。
壓鑄是鑄造模鍛的一種方法,。壓鑄模鍛工藝是一種在專用的壓鑄模鍛機(jī)上完成的工藝,。它的基本工藝過(guò)程是:金屬液先低速或高速鑄造充型進(jìn)模具的型腔內(nèi),模具有活動(dòng)的型腔面,,它隨著金屬液的冷卻過(guò)程加壓鍛造,,既消除毛坯的縮孔縮松缺陷,也使毛坯的內(nèi)部組織達(dá)到鍛態(tài)的破碎晶粒,。毛坯的綜合機(jī)械性能得到顯著的提高,。
另外,該工藝生產(chǎn)出來(lái)的毛坯,,外表面光潔度達(dá)到7級(jí)(Ra1.6),,如冷擠壓工藝或機(jī)加工出來(lái)的表面一樣,有金屬光澤,。所以,,我們將壓鑄模鍛工藝稱為“極限成形工藝”,比“無(wú)切削,、少余量成形工藝”更進(jìn)了一步,。壓鑄模鍛工藝還有一個(gè)優(yōu)勢(shì)特點(diǎn)是,除了能生產(chǎn)傳統(tǒng)的鑄造材料外,,它還能用變形合金,、鍛壓合金,生產(chǎn)出結(jié)構(gòu)很復(fù)雜的零件,。這些合金牌號(hào)包括:硬鋁超硬鋁合金,、鍛鋁合金,如LY11,、LY12,、6061、6063,、LYC,、LD等)。這些材料的抗拉強(qiáng)度,,比普通鑄造合金高近一倍,,對(duì)于鋁合金汽車輪轂、車架等希望用更高強(qiáng)度耐沖擊材料生產(chǎn)的部件,,有更積極的意義,。
金屬液是在壓力下填充型腔的,并在更高的壓力下結(jié)晶凝固,常見(jiàn)的壓力為15—100MPa,。金屬液以高速充填型腔,,通常在10—50米/秒,有的還可超過(guò)80米/秒,,(通過(guò)內(nèi)澆口導(dǎo)入型腔的線速度—內(nèi)澆口速度),,因此金屬液的充型時(shí)間極短,約0.01—0.2秒(須視鑄件的大小而不同)內(nèi)即可填滿型腔,。壓鑄機(jī),、壓鑄合金與壓鑄模具是壓鑄生產(chǎn)的三大要素,缺一不可,。所謂壓鑄工藝就是將這三大要素有機(jī)地加以綜合運(yùn)用,,使能穩(wěn)定地有節(jié)奏地和高效地生產(chǎn)出外觀、內(nèi)在質(zhì)量好的,、尺寸符合圖樣或協(xié)議規(guī)定要求的合格鑄件,,甚至優(yōu)質(zhì)鑄件。
壓鑄機(jī)的分類壓鑄機(jī)按壓室的受熱條件可分為熱壓室與冷壓室兩大類,。而按壓室和模具安放位置的不同,,冷室壓鑄機(jī)又可分為立式、臥式和全立式三種形式的壓鑄機(jī),。熱室壓鑄機(jī)立式冷室臥室全立式
壓鑄機(jī)的主要參數(shù)a合型力(鎖模力)(千牛)——KNb壓射力(千牛)——KNc動(dòng),、定型板間的max大開(kāi)距———mmd動(dòng)、定型板間的min小開(kāi)距———mme動(dòng)型板的行程———mmf大杠內(nèi)間距(水平×垂直)———mmg大杠直徑———mmh頂出力————KNi頂出行程———mmj壓射位置(中心,、偏心)———mmk一次金屬澆入量(Zn,、Al、Cu)———Kgl壓室內(nèi)徑(Ф)————mmm空循環(huán)周期———sn鑄件在分型面上的各種比壓條件下的投影面積注:還應(yīng)有動(dòng)型板,、定型板的安裝尺寸圖等,。
壓鑄合金壓鑄件所采用的合金主要是有色合金,至于黑色金屬(鋼,、鐵等)由于模具材料等問(wèn)題,,目前較少使用,。而有色合金壓鑄件中又以鋁合金使用較廣泛,,鋅合金次之。
下面簡(jiǎn)單介紹一下壓鑄有色金屬的情況,。
鋁壓鑄產(chǎn)品有色合金的分類受阻收縮混合收縮自由收縮鉛合金-----0.2-0.3%0.3-0.4%0.4-0.5%低熔點(diǎn)合金錫合金鋅合金 -----0.3-0.4%0.4-0.6%0.6-0.8%鋁硅系--0.3-0.5%0.5-0.7%0.7-0.9%壓鑄有色合金鋁合金鋁銅系鋁鎂系---0.5-0.7%0.7-0.9%0.9-1.1%高熔點(diǎn)合金鋁鋅系鎂合金----0.5-0.7%0.7-0.9%0.9-1.1%銅合金
各類壓鑄合金推薦的澆鑄溫度合金種類鑄件平均壁厚≤3mm鑄件平均壁厚>3mm結(jié)構(gòu)簡(jiǎn)單結(jié)構(gòu)復(fù)雜結(jié)構(gòu)簡(jiǎn)單結(jié)構(gòu)復(fù)雜 鋁合金鋁硅系610-650℃640-680℃600-620℃610-650℃ 鋁銅系630-660℃660-700℃600-640℃630-660℃ 鋁鎂系640-680℃660-700℃640-670℃650-690℃ 鋁鋅系590-620℃620-660℃580-620℃600-650℃ 鋅合金420-440℃430-450℃400-420℃420-440℃ 鎂合金640-680℃660-700℃640-670℃650-690℃ 銅合金普通黃銅910-930℃940-980℃900-930℃900-950℃ 硅黃銅900-920℃930-970℃910-940℃910-940℃
備注:
①澆鑄溫度一般以保溫爐的金屬液的溫度來(lái)計(jì)量,。
②鋅合金的澆鑄溫度不能超過(guò)450℃,以免晶粒粗大,。
壓鑄模壓鑄模是壓鑄生產(chǎn)三大要素之一,,結(jié)構(gòu)正確合理的模具是鋁壓鑄產(chǎn)品生產(chǎn)能否順利進(jìn)行的先決條件,并在保證鑄件質(zhì)量方面(下機(jī)合格率)起著重要的作用。由于鋁壓鑄產(chǎn)品工藝的特點(diǎn),,正確選用各工藝參數(shù)是獲得優(yōu)質(zhì)鑄件的決定因素,,而模具又是能夠正確選擇和調(diào)整各工藝參數(shù)的前提,模具設(shè)計(jì)實(shí)質(zhì)上就是對(duì)壓鑄生產(chǎn)中可能出現(xiàn)的各種因素預(yù)計(jì)的綜合反映,。如若模具設(shè)計(jì)合理,,則在實(shí)際生產(chǎn)中遇到的問(wèn)題少,鑄件下機(jī)合格率高,。反之,,模具設(shè)計(jì)不合理,例一鑄件設(shè)計(jì)時(shí)動(dòng)定模的包裹力基本相同,,而澆注系統(tǒng)大多在定模,,且放在壓射后沖頭不能送料的灌南壓鑄機(jī)上生產(chǎn),無(wú)法正常生產(chǎn),,鑄件一直粘在定模上,。
 聯(lián)系地址:
聯(lián)系地址:
寧波市北侖區(qū)霞浦街道
書(shū)院村山下周165號(hào)
 服務(wù)熱線:
服務(wù)熱線:
18668866547
網(wǎng)址:kwtxclub.com

 在線咨詢
在線咨詢