-
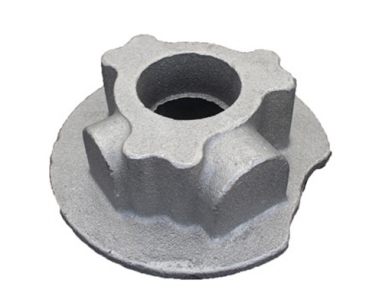
壓鑄是目前廣泛應(yīng)用于制造業(yè)的一種常用工藝,它可以制造出復(fù)雜形狀,、高精度的金屬件,。然而,傳統(tǒng)的壓鑄方法也存在一些問(wèn)題,,比如浸滲不均勻,、結(jié)構(gòu)密度低等。為了解決這些問(wèn)題,,人們研究出了一些新的浸滲方法,,可以應(yīng)用于壓鑄件的制造中。一,、熱浸滲法熱浸滲法
發(fā)布時(shí)間:2023-09-29 點(diǎn)擊次數(shù):30
-
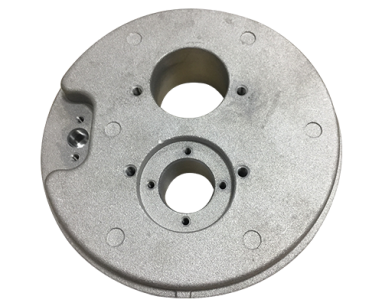
評(píng)估壓鑄件的浸滲效果及其持久性是確保壓鑄件質(zhì)量的重要環(huán)節(jié),。以下是一些評(píng)估壓鑄件浸滲效果及其持久性的方法:浸滲深度和致密度評(píng)估:通過(guò)測(cè)量浸滲深度,可以評(píng)估浸滲劑是否充分滲透到壓鑄件內(nèi)部,。同時(shí),,采用掃描電子顯微鏡等儀器,可以檢測(cè)壓鑄件內(nèi)部的致密
發(fā)布時(shí)間:2023-09-22 點(diǎn)擊次數(shù):27
-
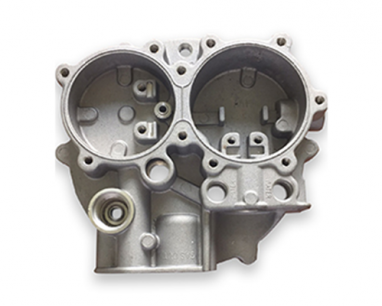
壓鑄件浸滲工藝是指通過(guò)金屬液的滲透性,將液態(tài)金屬逐漸滲透到壓鑄件的孔隙中,,從而填充空隙,,提高壓鑄件的密實(shí)度和力學(xué)性能。壓鑄件的浸滲質(zhì)量的好壞直接影響到壓鑄件的質(zhì)量和性能,,因此提高浸滲質(zhì)量是壓鑄件生產(chǎn)中的重要問(wèn)題之一,。下面將從工藝參數(shù)的選擇和
發(fā)布時(shí)間:2023-09-15 點(diǎn)擊次數(shù):33
-
壓鑄件浸滲技術(shù)是壓鑄領(lǐng)域中的一項(xiàng)重要技術(shù),,用于提高壓鑄件的密閉性和強(qiáng)度。隨著壓鑄技術(shù)的不斷發(fā)展,,浸滲技術(shù)的發(fā)展趨勢(shì)也越來(lái)越明顯,。以下是提升壓鑄件浸滲性能的一些主要方法:采用高強(qiáng)度材料:采用高強(qiáng)度、高韌性的材料制作壓鑄件,,可以增加其抗?jié)B性能,。
發(fā)布時(shí)間:2023-09-08 點(diǎn)擊次數(shù):30
-
壓鑄件浸滲技術(shù)是指在壓鑄件的制造過(guò)程中,,通過(guò)一定的方法和工藝,使材料在壓鑄件的孔隙中填充,從而提高壓鑄件的性能和質(zhì)量,。目前常見(jiàn)的壓鑄件浸滲技術(shù)主要有真空浸滲,、壓力浸滲和浸滲合金技術(shù)等。真空浸滲技術(shù)是利用真空環(huán)境下的壓力差,,將浸滲材料吸入壓鑄
發(fā)布時(shí)間:2023-09-01 點(diǎn)擊次數(shù):38
-
隨著浸滲設(shè)備使用的越來(lái)越廣泛,,市場(chǎng)的需求也在增加。采用先進(jìn)的浸滲工藝,,可使零部件的設(shè)計(jì)薄壁化,,可承受高壓至零件爆裂,使以往需要返工的比例降到最小,。生產(chǎn)成本也降低了,。那么浸滲設(shè)備該如何保養(yǎng)呢?請(qǐng)看下文:1,、制冷機(jī)在室溫大于25℃時(shí)打開(kāi),,日夜不
發(fā)布時(shí)間:2020-01-14 點(diǎn)擊次數(shù):130
-
鋁合金壓鑄件浸滲是一種新型鑄造工藝,主要原理是用聚苯乙烯泡沫做出與鑄件一模一樣的泡塑模型,,然后經(jīng)刷掛鋁合金壓鑄件浸滲專用耐火涂料,、烘干、裝箱,、澆注,、由金屬溶液代替泡塑模型直至生產(chǎn)出鑄件,較后將用過(guò)的砂子經(jīng)砂處理冷卻,、除塵,、靜選、磁選后得出干
發(fā)布時(shí)間:2019-08-14 點(diǎn)擊次數(shù):124
-
由于壓鑄件在壓鑄中存在著氧化夾雜或疏松等缺陷,從而降低了鑄件的致密性,。對(duì)于有氣密性要求的壓鑄件可通過(guò)浸滲處理來(lái)填堵這些微隙,。浸滲處理是將壓鑄件浸在裝有滲透、填補(bǔ)作用的浸滲液中,,使浸滲液透人壓鑄件內(nèi)部的疏松處,,從而提高
發(fā)布時(shí)間:2019-04-20 點(diǎn)擊次數(shù):149
-
壓力鑄造簡(jiǎn)稱壓鑄,是一種將熔融合金液倒入壓室內(nèi),,以高速充填鋼制模具的型腔,,并使合金液在壓力下凝固而形成鑄件的鑄造方法。鋁壓鑄產(chǎn)品區(qū)別于其它鑄造方法的主要特點(diǎn)是高壓和高速,。壓鑄是鑄造模鍛的一種方法,。壓鑄模鍛工藝是一種在專用的壓鑄模鍛機(jī)上完成的
發(fā)布時(shí)間:2019-03-09 點(diǎn)擊次數(shù):151
-
鋁壓鑄造是一種非常劣勢(shì)的產(chǎn)品,,合理的運(yùn)用時(shí)非常有必需求的,日子中許多外地都會(huì)挑選運(yùn)用其鋁壓鑄造,,其產(chǎn)品的本身就會(huì)具有的價(jià)值是非常高的,。鋁壓鑄造在運(yùn)用前首要停止哪些方面的檢查。在如今的機(jī)械行業(yè)展開(kāi)的很是矯捷,,展開(kāi)的也越來(lái)越普遍,,其技藝的展開(kāi)也
發(fā)布時(shí)間:2019-03-09 點(diǎn)擊次數(shù):127
-
鋁鑄件浸滲是一種新型鑄造工藝,主要原理是用聚苯乙烯泡沫做出與鑄件一模一樣的泡塑模型,,然后經(jīng)刷掛鋁鑄件浸滲專用耐火涂料,、烘干、裝箱,、澆注,、由金屬溶液代替泡塑模型直至生產(chǎn)出鑄件,將用過(guò)的砂子經(jīng)砂處理冷卻,、除塵,、靜選、磁選后得出干凈
發(fā)布時(shí)間:2019-01-25 點(diǎn)擊次數(shù):125
-
1.有機(jī)浸滲的意義金屬鑄件是將液體狀態(tài)的金屬注入到模具里制造出來(lái)的,,由于它可以在一定的質(zhì)量范圍內(nèi)大量地廉價(jià)地制作出同樣的鑄件,,所以,被人們廣泛采用,。近幾年來(lái),鑄造技術(shù)的發(fā)展十分顯著,,多用于像以汽車發(fā)動(dòng)機(jī)為主的生產(chǎn),,
發(fā)布時(shí)間:2019-01-11 點(diǎn)擊次數(shù):250
-
一、浸滲簡(jiǎn)介1,、什么是浸滲浸滲又稱含浸,、浸透、滲透,、浸漬英文單詞impregnutionporoussealing是一種微孔(細(xì)縫)滲透密封工藝,,將密封介質(zhì)(通常是低粘度液體)通過(guò)自然滲透(即微孔自吸)抽真空和加壓等方法滲
發(fā)布時(shí)間:2019-01-11 點(diǎn)擊次數(shù):544
-
浸滲技術(shù)是利用浸滲劑壓力下滲入多孔性工件經(jīng)固化反應(yīng)而達(dá)到填補(bǔ)空隙目,浸滲技術(shù)是現(xiàn)代科技發(fā)展一項(xiàng)新技術(shù),。浸滲技術(shù)廣泛用于缺陷密封,,木材防蟲(chóng)、防腐,、阻燃,,粉末冶金件增強(qiáng)、防蝕和密封,,水泥制品防堿或酸性腐蝕,,電器,、電子元件防潮和絕緣。
發(fā)布時(shí)間:2019-01-11 點(diǎn)擊次數(shù):291
-
浸滲是一種微孔滲透密封工藝,,它是將密封介質(zhì)通過(guò)自然地滲透和抽真空和加壓等等方式滲透如微孔當(dāng)中,,將縫隙填充滿達(dá)到密封縫隙的作用的。浸滲加工采用的就是這樣一種加工工藝,。浸滲加工工藝可以應(yīng)用的領(lǐng)域十分的寬廣?,F(xiàn)在很多的企業(yè)生產(chǎn)都是采
發(fā)布時(shí)間:2019-01-11 點(diǎn)擊次數(shù):151
-
鋁合金與壓鑄件相互作用界面的溫度是影響Ar/Aa比值的重要因素。在界面原子相互作用的激活能一定的情況下,,隨著溫度的升高,,Ar/Aa的值增大,而一旦溫度接近臨界溫度T0時(shí),,Ar/Aa的值迅速升高,。界面溫度主要受壓鑄件內(nèi)壁表面和鋁合金溫度的影響
發(fā)布時(shí)間:2019-01-11 點(diǎn)擊次數(shù):112
-
霉化原因:1、鋁壓鑄件由于原電池腐蝕反應(yīng),,表面析出堿性化合物質(zhì),,潮解后溫度濕度適宜,霉菌生長(zhǎng)迅速,。2,、鋁壓鑄件產(chǎn)品表面,有油脂,、植物纖維等適合霉菌生長(zhǎng)的土壤,,一旦濕度溫度適宜,霉菌生長(zhǎng)迅速,。3,、鋁壓鑄件產(chǎn)品保存的環(huán)境,溫度和濕度適合霉菌生長(zhǎng)
發(fā)布時(shí)間:2019-01-11 點(diǎn)擊次數(shù):260
-
浸滲設(shè)備為什么要浸滲:自從1950年以來(lái),,浸滲就作為一種處理氣孔的方法而被廣泛使用,,在微孔密封技術(shù)領(lǐng)域,相對(duì)于5mm鑄件壁厚,,我們將直徑在0.254mm以下的孔稱之為微孔,。這些孔通常用肉眼是難以發(fā)現(xiàn)的。在汽車動(dòng)力系統(tǒng)及氣動(dòng)液壓系統(tǒng)鑄件中,,微
發(fā)布時(shí)間:2019-01-11 點(diǎn)擊次數(shù):104
-
采用先進(jìn)的浸滲工藝,,可使零部件的設(shè)計(jì)薄壁化,可承受高壓至零件爆裂,,使以往需要返工的比例降小,。生產(chǎn)成本也降低了。隨著浸滲設(shè)備使用的越來(lái)越廣泛,,市場(chǎng)的需求也在增加,。那么浸滲設(shè)備該如何保養(yǎng)呢,?1、制冷機(jī)在室溫大于25℃時(shí)打開(kāi),,日夜不能關(guān)閉,。&nb
發(fā)布時(shí)間:2019-01-02 點(diǎn)擊次數(shù):134
-
浸滲劑在使用有著一套安全規(guī)程,這對(duì)于浸滲劑工作人員來(lái)講是必須要會(huì)的,,每個(gè)浸滲劑公司對(duì)于員工也是需要做好的安全教育的,。這些教程應(yīng)當(dāng)包括以下的這些內(nèi)容。1,、嚴(yán)格按照浸滲設(shè)備的操作工藝程序生產(chǎn),。2、操作時(shí)思想要集中,,不得誤操作,。3、非操作人員未經(jīng)
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):121
-
浸滲劑是由幾種無(wú)機(jī)物或幾十種有機(jī)物配制而成的液態(tài)物質(zhì),,用以密封出現(xiàn)微孔缺陷的鑄件或粉末冶金件,。分為無(wú)機(jī)浸滲劑和有機(jī)浸滲劑。最先開(kāi)始使用的是無(wú)機(jī)浸滲劑進(jìn)行浸滲處理(MetalImpregnation),,后來(lái)研制出有機(jī)浸滲劑,,因諸多優(yōu)點(diǎn)故很多
發(fā)布時(shí)間:2018-12-24 點(diǎn)擊次數(shù):450
-
浸滲,又稱浸漬,浸透,,滲透,。在臺(tái)灣及日本稱為含浸。英文單詞為impregnation,,poroussealing,。它是一種(細(xì)縫)滲透密封工藝。將密封介質(zhì)(通常是低粘度液體)通過(guò)自然滲透(即微孔自吸),、抽真空和加壓等方法滲入微孔(細(xì)縫)中,,
發(fā)布時(shí)間:2018-12-24 點(diǎn)擊次數(shù):154
-
1.典型的穿透式孔隙:目視困難量度孔隙的大小,表層與內(nèi)部不一定相似,,內(nèi)部通常呈現(xiàn)不規(guī)則狀況,,氣體或液體會(huì)穿透工件而泄漏是標(biāo)準(zhǔn)的必須含浸處理工件。2.半穿透孔隙:耐壓試驗(yàn)難以發(fā)覺(jué)之微量泄漏,,非長(zhǎng)進(jìn)期保持壓力狀況不能檢視,,裝配使用后常因應(yīng)力、溫
發(fā)布時(shí)間:2018-12-24 點(diǎn)擊次數(shù):105
 熱線電話:18668866547
熱線電話:18668866547
























 聯(lián)系地址:
聯(lián)系地址: 服務(wù)熱線:
服務(wù)熱線:
 在線咨詢
在線咨詢